Définition et Technologie d'une couronne d'orientation
Qu'est-ce-qu'une couronne d'orientation
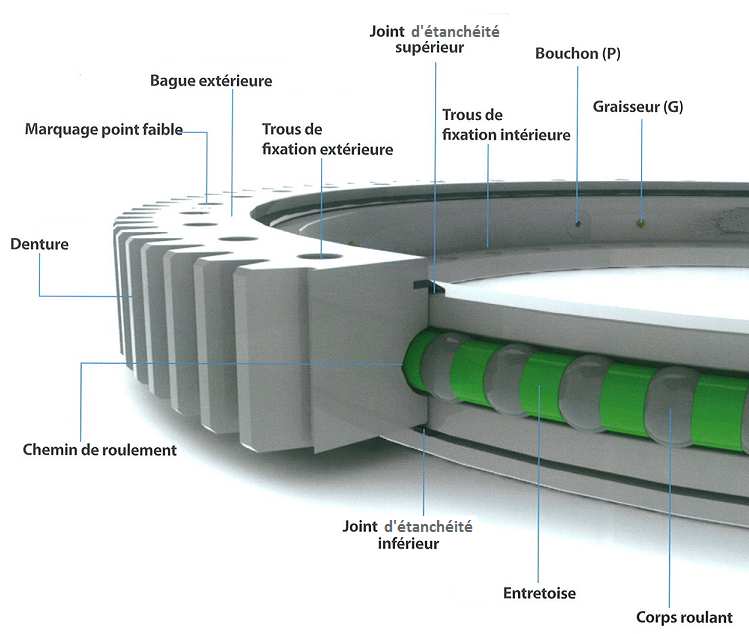
Les couronnes d’orientation sont des roulements de grandes dimensions destinées surtout à permettre des mouvements d’oscillation. Dans leur principe elles sont constituées d’une bague intérieure et d’une bague extérieure, l’une des deux comportant généralement une denture.
Les chemins de roulement (en liaison avec les éléments roulants, billes ou galets, séparés généralement par des intercalaires ou entretoises) sont conçus de telle manière qu’il est possible de reprendre des efforts de toute direction, s’exerçant simultanément ou séparément.
Les bagues sont percées de trous pour leur fixation par boulons et des joints à lèvre en caoutchouc qui protègent efficacement la couronne des impuretés extérieures tout en retenant le lubrifiant.
Les composants
| Bague extérieure et bague intérieure : Les matériaux avec lesquels on fabrique les couronnes sont soit l’acier au carbone, comme le CR45 ou les aciers alliés comme le 42CrMo4 (voir détail dans chapitre technologie). | |
| Corps roulant : Les couronnes d’orientation sont montées avec des billes ou des rouleaux cylindriques (=galets croisés). Les deux composants sont généralement produits en acier 100Cr6. |
|
| Entretoise : Les entretoises généralement en nylon sont utilisés pour maintenir les composants de rotation (billes ou galets) séparés en évitant tout contact. |  |
| Joint d’étanchéité : La matière utilisée est le caoutchouc NBR. Le joint ferme le vide qui se crée entre une bague et l’autre, en évitant l’entrée de saleté, poussière ou humidité. Une lubrification correcte augmente l’efficacité du joint. |  |
|
Graisseurs : Ils sont placés sur le diamètre de la bague sans denture (pour les couronnes sans denture, ils sont placés sur la bague extérieure) et ils servent à graisser les chemins de roulement des corps roulant. Les couronnes d’orientation sont fournies avec une lubrification initiale des chemins de roulement avec des graisses spécifiques pour préserver la durée de vie du roulement. |
 |
| Bouchon (P) = bouchon de remplissage des billes et raccord de trempe du chemin de roulement. |


La technologie
Matériaux pour les bagues
Les matériaux avec lesquels on fabrique les couronnes sont soit l’acier au carbone, comme le CR45 ou les aciers alliés comme le 42CrMo4. L’utilisation de l’un ou l’autre matériau est essentiellement associé aux caractéristiques mécaniques requises, parmi lesquelles la ténacité et la dureté, mais aussi à des facteurs technologiques. Le 42CrMo4 donne la possibilité d’obtenir une plus grande profondeur de la couche de trempe des chemins de roulement et donc de plus grandes capacités de charge. Le C45 est le matériau avec lequel sont fabriqués la plupart des couronnes standard de moyen et petit diamètre, le 42CrMo4 est utilisé pour les diamètres moyens-grands et de multiples constructions spéciales.
Après forgeage et laminage, un traitement thermique, qui peut-être de trempe ou de normalisation, est effectué pour augmenter toutes les caractéristiques mécaniques du matériau parmi lesquelles : résistance à la traction, ténacité, dureté. Le cycle de trempe, qui prévoit en succession un traitement de trempe et un de revenu, donne au matériau une dureté et une résistance à cœur plus importante que le traitement de normalisation et qui peut être nécessaire pour les dentures soumises aux contraintes mécaniques et environnementales maximales.
La trempe par induction des chemins de roulement :
Le traitement de trempe des chemins de roulement, qui rehausse leur valeur de dureté en surface en profondeur jusqu’à une valeur comprise entre 55 et 62HRC (mesure de dureté), sert à augmenter la capacité de charge de la couronne d’orientation et à préserver les chemins de roulement des phénomènes d’allongement dus aux pressions de contacts avec les corps roulants. Ce traitement consiste à approcher sur le chemin de roulement un inducteur de cuivre parcouru par un courant alternatif à haute fréquence. La proximité du champ magnétique variable du chemin métallique induit les courants parasites locaux qui par effet joule réchauffe immédiatement la zone concernée au-delà de la température d’austénisation, qui est ensuite refroidie en sortie pour permettre la formation de martensite et carbures. Le choix d’un acier au carbone comme le C45 ou allié comme le 42CrMo4 est associé justement à l’obtention des meilleurs résultats métallurgiques pendant ce procédé.
Remarque : Il existe un point faible sur les chemins des deux bagues. Ce point faible n’est pas trempé par induction car à la fin du procédé de trempe il n’est pas possible de superposer les raccords de trempe, le risque est de produire de la crique ou la rupture de la pièce.
Pour la bague non dentée il est préférable de faire coïncider le point faible avec le point d’introduction des billes, c’est-à-dire avec le bouchon de remplissage, qui est usiné avec le chemin de roulement.
Pour la bague dentée il est par contre nécessaire de repérer ce point faible sur la bague. En général une lettre « S » est gravée sur la bague supérieure de la bague et sert donc de repère pour le point faible.
La trempe par induction des dents
La dureté superficielle standard du matériau trempé utilisé arrive à un maximum de 30HRC (42CrMo4). Cette valeur de dureté n’est pas toujours acceptable pour préserver la vie de la denture dans certaines applications. Un couple de rotation élevé qui produit un effort important (et friction) sur la dent, vitesses de rotation élevées, conditions ambiantes défavorables en présence de poussière ou d’éléments abrasifs, ou encore l’exigence de porter le cycle de vie de la couronne à son maximum, fait que le traitement de trempe par induction soit effectué aussi sur la denture.
Ce traitement peut être réalisé seulement sur le flanc de la denture ou bien sur le flanc et le fond de dent de la denture selon les charges et le type d’application, et porte la valeur de dureté superficielle jusqu’à un maximum d’environ 60HRC.
Le jeu de la couronne d’orientation
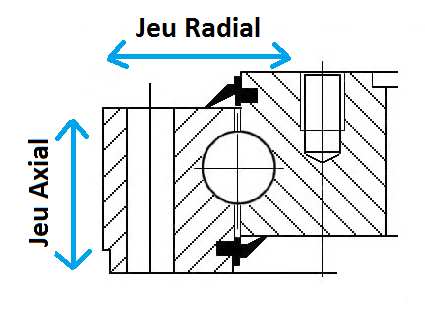 Le jeu d’une couronne est la mesure du mouvement libre de la bague extérieure par rapport à la bague intérieure (et vice-versa), évalué dans deux directions : dans le sens axial, c’est-à-dire dans le sens défini par l’axe de rotation, et radial, à savoir dans n’importe quelle direction perpendiculaire à l’axe.
Le jeu d’une couronne est la mesure du mouvement libre de la bague extérieure par rapport à la bague intérieure (et vice-versa), évalué dans deux directions : dans le sens axial, c’est-à-dire dans le sens défini par l’axe de rotation, et radial, à savoir dans n’importe quelle direction perpendiculaire à l’axe.
Le jeu d’une couronne d’orientation est déterminé par l’accouplement des corps roulants avec les chemins de roulement des bagues, chacun avec sa tolérance.
Le roulement de base peux avoir quatre types de de jeux différents, que les corps roulants soient des billes ou des galets. Le choix des jeux est fait simultanément au choix du type de couronne et il dépend du champ d’application de la couronne.
|
Jeu standart Normalement dans une couronne on prévoit des jeux standards axiaux et radiaux qui peuvent varier, selon le type de couronne, de 1 à 4 dixièmes de millimètre. La présence des centrages sur les bagues dépend de l’application et/ou du type de couronne ; par exemple sur les séries à billes standard, les centrages sont en option, sur les modèles à galets ils sont au contraire standard. |
 |
|
Jeu réduit Normalement dans une couronne on prévoit des jeux standards axiaux et radiaux qui peuvent varier, selon le type de couronne, de 1 à 4 dixièmes de millimètre. La présence des centrages sur les bagues dépend de l’application et/ou du type de couronne ; par exemple sur les séries à billes standard, les centrages sont en option, sur les modèles à galets ils sont au contraire standard. |
 |
|
Légère précharge Quand l’application exige l’absence de jeux, tant radial que axial, dans le but par exemple d’annuler toute incertitude sur le positionnement ou bien parce que la couronne travaille dans une position verticale, le jeu est annulé et la construction est dénommée « avec précharge ». Quand il est léger, c’est-à-dire avec des interférences qui varient d’une valeur nulle à quelques centièmes en valeur négative, la couronne réussit à conserver une capacité rotationnelle adéquate, même dans des cycles intenses de fonctionnement, avec des couples de frottement limités. Ce type de fabrication n’est pas standard et doit être demandé spécifiquement. |
 |
|
Précharge Quand le type de contrainte prévoit des moments de renversement important pouvant inverser soudainement la direction et, sans négliger la possibilité que des contraintes vibratoires puissent être infligées au chemin de roulement, la construction de la couronne devient fortement préchargée. Les valeurs d’interférence toujours négatives sont calculées de manière à garantir la fonctionnalité du roulement et en même temps respecter les valeurs limites de projet concernant le couple de frottement statique et dynamique. Ce type de fabrication n’est pas standard et doit être demandé spécifiquement. |
 |
Les systèmes de protection de la surface
Le traitement de protection superficielle protège les surfaces métalliques extérieures contre l’oxydation par effet des agents atmosphériques ou chimiques, pendant le fonctionnement du roulement ou simplement pendant son stockage.
Il existe plusieurs types de protection :
1 - Huile de protection : C’est le système le plus standard utilisé sur la plupart des couronnes d’orientation. L’huile de protection est appliquée sur les surfaces, joints et denture. Cela permet une protection constante durant le transport et le stockage pendant environ 1 an.
2 - Peinture de protection : un traitement de peinture de protection peut-être effectué sur les surfaces exposées. Ce système se fait sur demande préalable par le client.
3 - Protection par Zingage galvanique : En cas d’agents atmosphériques et chimiques agressifs on peut appliquer une couche chimique à base de fer-zinc. La couche est de quelques centièmes mais elle garantit une protection résistante avec une couleur jaune iridescente typique. Ce système se fait sur demande préalable par le client.
4 - Protection par galvanisation à chaud par pulvérisation : l’épaisseur de la couche de protection peut atteindre quelques dixièmes de millimètre, idéale pour contraster tout type d’agent atmosphérique car elle est résistante aussi aux actions d’abrasion et aux chocs sur les surfaces. Ce système se fait sur demande préalable par le client.